歡迎進(jìn)入鹽城大豐科銳達(dá)機(jī)床設(shè)備有限公司網(wǎng)站
全國服務(wù)熱線
400-828-0085/13505112539

鏡面研磨平面磨床砂輪的選擇
時(shí)間: 2019-06-10 08:44
瀏覽次數(shù):
一般拋光作業(yè),首要目標(biāo)是表面看起來漂亮,所以,通常使用較軟的材質(zhì)或媒介進(jìn)行但是,容易出現(xiàn)邊角崩塌,平面度不佳等問題研磨的話,則是利用磨粒來加工研磨紋路看起來比較粗
鏡面研磨與拋光不同
一般拋光作業(yè),首要目標(biāo)是表面看起來漂亮,所以,通常使用較軟的材質(zhì)或媒介進(jìn)行但是,容易出現(xiàn)邊角崩塌,平面度不佳等問題研磨的話,則是利用磨粒來加工研磨紋路看起來比較粗,但是可以得到好的尺寸精度想要同時(shí)得到兩種優(yōu)點(diǎn),就是鏡面研磨。
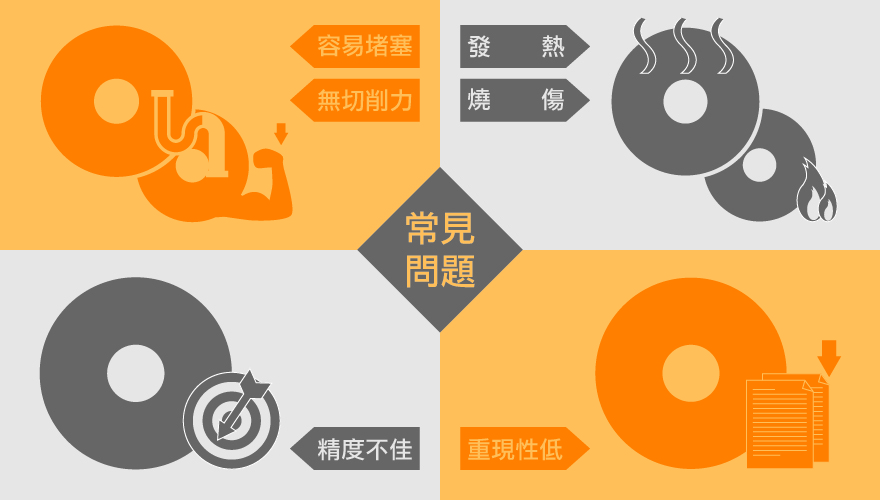
鏡面研磨的常見問題
①容易堵塞或喪失切削力:
需要時(shí)常修整,加工效率低,鏡面研磨多用細(xì)粒度砂輪,但使用一般細(xì)粒度砂輪時(shí),磨粒容易鈍化,喪失切削力,或容易堵塞。
②容易發(fā)熱,甚至出現(xiàn)研磨燒傷:
細(xì)粒度砂輪切削力較差,研磨阻力大,研磨容易發(fā)熱,除了有燒傷可能外,也有橘皮問題的風(fēng)險(xiǎn)。
③尺寸精度不易得到:
使用太軟砂輪的話,進(jìn)出刀的位置,容易塌,形成俗稱面包形的狀況,同時(shí),這樣尺寸的微小差異,也會(huì)造成工件中央的位置也不容易研磨,這些問題都會(huì)造成尺寸精度的喪失。
④重現(xiàn)性低,加工時(shí)間長(zhǎng)或難以估計(jì):
有時(shí)候做得到,有時(shí)做不到,無法預(yù)期的刮傷或過深研磨紋路出現(xiàn)。
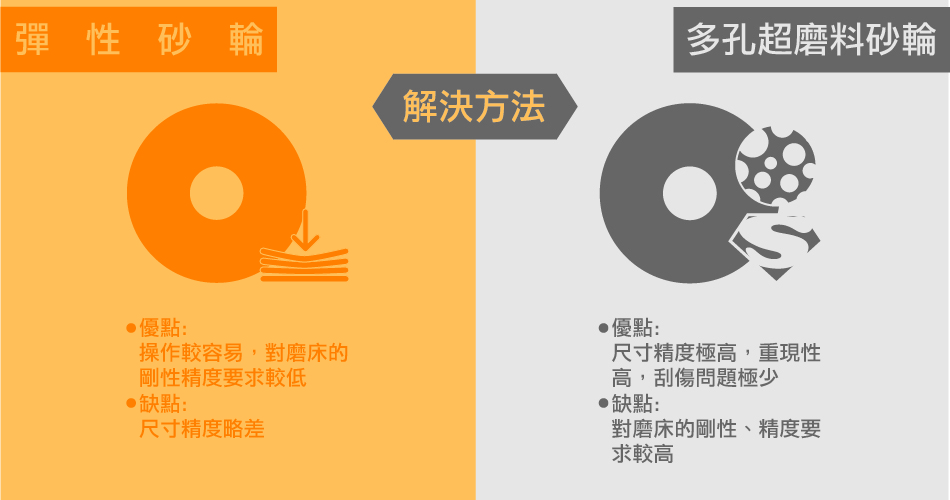
解決方法
核心目標(biāo)---散熱好、沒有刮傷、切削力好
①彈性砂輪---FBB砂輪
利用彈性效果,減少過度進(jìn)刀時(shí)的力量,降低溫度的累積,同時(shí)降低切屑?xì)埩魺o法順利排除,進(jìn)一步造成刮傷的問題,另外,藉由彈性砂輪的特性,產(chǎn)生均勻刮傷的研磨面。
優(yōu)點(diǎn):操作較容易,對(duì)磨床的剛性精度要求較低。
缺點(diǎn):尺寸精度略差。
FBB砂輪
②有氣孔的超磨料砂輪—BK、SYNERGY砂輪
在結(jié)合劑中加入氣孔,減少研磨抵抗,同時(shí),氣孔可以提升散熱效果,并提供切屑排除的空間,減少刮傷。
優(yōu)點(diǎn):尺寸精度極高,重現(xiàn)性高,刮傷問題極少。
缺點(diǎn):對(duì)磨床的剛性、精度要求較高。
SYNERGY砂輪
BK砂輪
上一篇:平面磨床絲桿的分類及作用
下一篇:平面磨床薄板研磨金屬熱變形處理
Copyright 鹽城大豐科銳達(dá)機(jī)床設(shè)備有限公司 版權(quán)所有 蘇ICP備11075014號(hào)-1
全國服務(wù)電話:400-828-0085/13505112539 ? 傳真:0515-83912727
公司地址:鹽城市大豐區(qū)共建東路1號(hào) 友鏈互換QQ:385761848
擊這里給我發(fā)消息") 在線客服
在線客服